Truing and Dressing Diamond and CBN Wheels
|
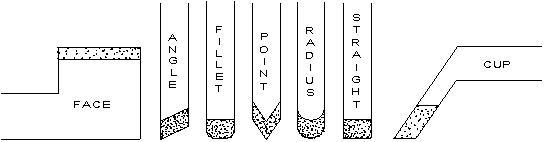
S.D.D.D. Dressers are a major innovation in truing Diamond and CBN wheels. These tools are manufactured with exotic metal formulations to give outstanding truing action compared to other methods, without removing the wheel from the machine. Wheels can be trued within .0005" without coolant. Use these tools on straight wheels, angled wheels, or wheel sides.

SDDD500375
SDDD SUPER DOUBLE DIAMOND DRESSER
0.500 DIA HEAD ON A 0.375 SHANK 1.750 OAL
FOR RESINOID CBN AND DIAMOND WHEELS *** FOR A 0.375 HOLDER ***
SDDD500437
SDDD SUPER DOUBLE DIAMOND DRESSER
0.500 DIA HEAD ON A 0.437 SHANK 1.750 OAL
FOR RESINOID CBN AND DIAMOND WHEELS *** FOR A 0.437 HOLDER ***
SDDD625437
SDDD SUPER DOUBLE DIAMOND DRESSER
0.625 DIA HEAD ON A 0.437 SHANK 2.000 OAL
FOR RESINOID CBN AND DIAMOND WHEELS *** FOR A 0.437 HOLDER ***
INSTRUCTIONS
Step 1: Place tool in holder. Expose not more than 1/2" of S.D.D.D tool (on radius dresser more is allowed).
Step 2: Turn off work light to better observe active sparking interface. Turn off coolant.
Step 3: Set up feed (tool travel) to move at a moderate to fast speed.
An active sparking interface is the desired effect. Excessive tool wear will be the result of a slow feed setting.
Step 4: Set up down feed using the chart below. Correct down feed is determined by the hardness and grit size of the wheel.
It is important to note at this point that more is better when it comes to calculating the down feed of the wheel to be trued.
DO NOT "Baby" the tool! Cautious down feeding of the wheel to be trued will simply wear away the S.D.D.D tool with no
positive effect on the diamond or CBN wheel.
Step 5: Allow S.D.D.D Dresser to make several passes (2-3) at this position. (Truing in one direction will only leave a crown on the wheel.)
Step 6: Reduce the down feed of the wheel with each set of 3 passes across the wheel, for example by going from
.001 - to .0005- and then to .0002 until the wheel is trued. A wheel trued in this manner will exhibit excellent cutting
action on workpieces and leave a correct surface finish (in accordance with the grit size of diamond or CBN wheel).